
From Bottlenecks to 30% Growth: How Intelligent Sortation Built Scalable Throughput for Prima Frutta
The Client: Prima Frutta
Prima Frutta is a premium producer and global supplier of fresh cherries and apples. To maintain their standing as a top-tier provider, they operate an extensive processing facility designed to handle high-volume seasonal outputs for both domestic and international markets.
As Prima Frutta expanded market share, the facility had to scale a high-velocity operation that split product between domestic and export channels. They partnered with FloStor to modernize flow control and protect throughput during peak seasonal demand.
The Challenge
- Palletizing Congestion Under Peak Volume: Seasonal surges created overcrowding at palletizing with pallets, containers, and personnel competing in the same space, slowing line momentum.
- Floor Traffic Conflict: Ground-level transport lanes forced forklifts, maintenance vehicles, and operators to share tight paths with product flow, increasing delay risk and safety exposure.
- Complex Multi-Destination Routing: Domestic and export product streams required better pacing and gapping before palletizing; without controlled merges, bottlenecks could cascade across the operation.
- Scalability Pressure: Existing handling methods could not reliably support growth objectives during high-demand harvest windows.
The Solution
FloStor designed an integrated sortation architecture that treated transport, merging, and destination routing as one continuous workflow. The objective was to remove floor-level friction, stabilize induction to sortation, and support higher seasonal throughput without expanding facility chaos.
Systems Used
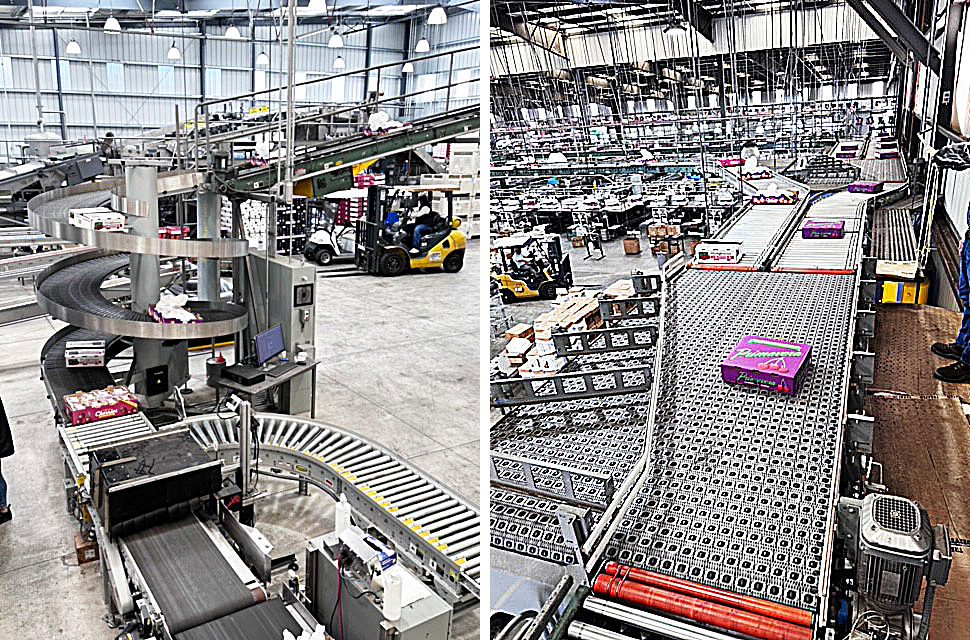
- Overhead Conveyor Transport: Shifted multi-lane product movement above the floor, clearing critical space for forklifts and pedestrians while maintaining uninterrupted back-end flow.
- 2-to-1 and 3-to-1 Merge Induction: Balanced multiple incoming lines into controlled combined streams, improving pace and gapping before sortation.
- Custom Hytrol Curve-Merge: Integrated opposite-side lanes into a unified output path to reduce pre-sortation conflicts and keep distribution consistent.
- Hytrol ProSort Narrow Belt Sortation: Automated destination routing for domestic and export product streams, replacing manual decisions with high-speed, repeatable accuracy.
- Vertical Spiral Conveyor: Preserved floor footprint by handling elevation changes vertically, reducing space pressure around core processing zones.
The Power of Integration in Action
FloStor’s integration strategy connected overhead transport, intelligent merges, and high-speed sortation into one coordinated system. Product reached the sorter at a controlled cadence, destination routing became predictable, and the operation gained the stability needed for seasonal demand spikes.
By addressing flow continuity instead of isolated bottlenecks, Prima Frutta transformed a congested packing environment into a safer, more scalable processing operation.
The Results
Prima Frutta moved from congestion-driven constraints to a controlled, high-throughput flow model that supports both product quality and operational safety. The system now handles growth with less floor friction and better routing discipline.
The integrated ProSort-based architecture gave the team a repeatable way to scale during peak harvest while keeping people, vehicles, and product movement better separated across the facility.
Key Outcomes
- Throughput Growth: 30% overall production increase after implementation
- Flow Efficiency (Qualitative): Reduced palletizing-area congestion through coordinated merging and controlled sorter induction
- Space Utilization (Qualitative): Reclaimed valuable floor space by shifting key transport overhead and using vertical spiral conveyance
- Operational Safety (Qualitative): Improved separation between product flow and floor traffic, reducing interference between people, forklifts, and pallets
Why This Worked
This project delivered results because Prima Frutta and FloStor focused on integration strategy rather than isolated equipment upgrades. The system was designed to preserve flow continuity from line output to destination routing.
- End-to-End Flow Design: Overhead transport, merges, and sortation were engineered as one connected sequence, preventing downstream bottleneck transfer.
- Controlled Induction for Predictability: 2-to-1 and 3-to-1 merging logic created steady sorter feed rates, improving consistency during peak volume shifts.
- Scalability Without Disorder: Capacity was increased while keeping the floor less congested, allowing growth without compounding operational complexity.
- Safety and Throughput Together: By separating traffic paths from product movement, the facility improved both personnel conditions and production performance.
Related Services
- Sortation System Design and Integration
- Conveyor Merging and Induction Optimization
- Overhead and Vertical Conveyance Engineering
- Installation, Controls, and Lifecycle Support